If the pandemic has taught us anything, it’s that there’s nothing more valuable than our health. That’s why products used to deliver medical care deserve special attention. Every component, down to the label on the product, needs to ensure the highest level of safety and performance.
For many product teams, healthcare labels aren’t the foremost concern – but they’re a critical feature that must be designed, printed, and applied correctly in order to communicate important (and sometimes lifesaving) information about the medical product.
Challenges of healthcare labels
Healthcare labels are a type of durable label, meaning they serve a specific purpose and need to be more durable than traditional printed labels. The main purpose of a healthcare label is to ensure the long-term readability of instructions, warnings, and other product details.
Healthcare labels can be used on a variety of medical products, including bottles, bags, vials, devices, and more. The labels are subjected to unique demands and scrutiny, which makes materials selection crucial for these applications. For example, healthcare labels must withstand a wide range of harsh factors, including transit, storage, abrasion, chemicals, and sterilization (such as autoclaving).
The adhesive of a healthcare label must be selected according to the underlying material (such as glass, HDPE plastic, and coated paper) and any environmental factor that may hinder anchorage. In many cases, healthcare labels must also conform to small containers or flexible surfaces without flagging or lifting.
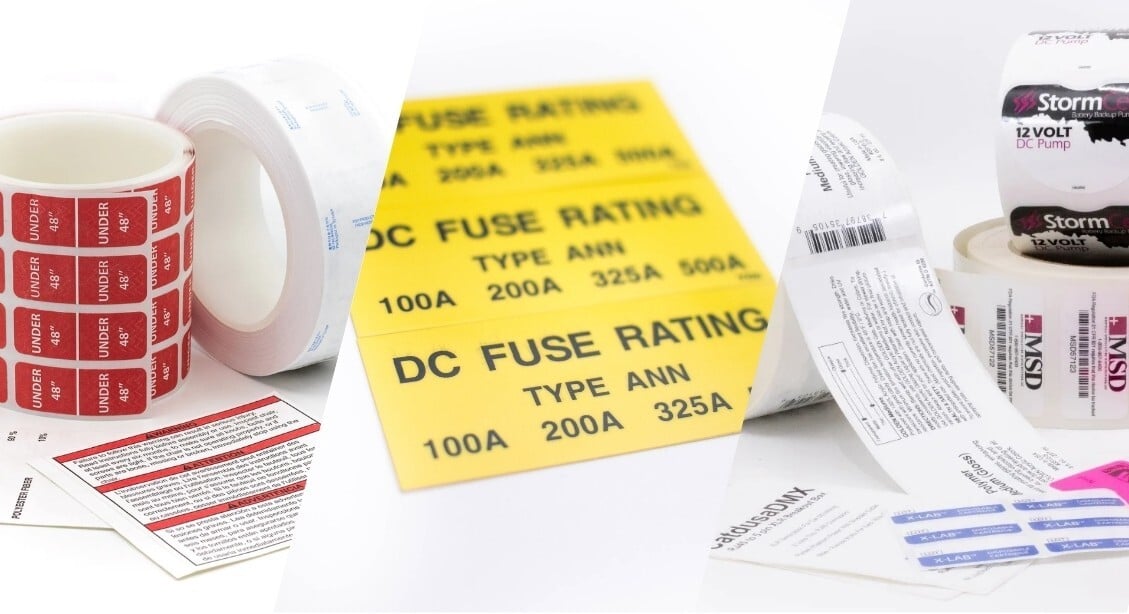
Applications for healthcare labels
Healthcare labels are used to convey important information such as instructions, warnings, barcodes and ratings, and variable information printing (VIP). A few common applications include:
- Small diameter labeling for vials, syringes, ampules
- Large diameter labeling for OTC medicines and pill contains
- Pharmaceutical labeling and packaging
- Concealing labels for clinical trials or overlabeling
- Cryogenics and cold-chain products
- Tamper-evident labels for consumer safety and counterfeit protection
- Security and tamper-evident containers and boxes
- Blood and plasma labels
Four layers of a healthcare label
While every application is unique, a healthcare label is usually made up of four layers:
- Topcoat – A coating or laminate that protects the printed information of the label
- Facestock – The main material of the label, typically polyolefin, polypropylene, or coated paper for healthcare applications
- Adhesive – Pressure-sensitive adhesive, typically acrylic, that is applied to the facestock and is ready for quick, simple application
- Liner – Film that backs the adhesive side until the label is ready to be applied; typically, polyester film, polypropylene laminated, kraft paper, supercalendered kraft, or glassine for healthcare labels
What to look for in healthcare label materials
If you’re sourcing materials for a healthcare label but aren’t sure where to start, here are several areas and questions to consider.
- Outstanding printability – Is the topcoat compatible with your printing method? Does it provide adequate abrasion and chemical resistance for long-term readability in the application’s environment?
- Conformable facestock – Is the film flexible and stable enough to fit the size, diameter, or contours of your product or container?
- Optimal adhesive – Will the adhesive provide a reliable bond based on the surface material and environmental factors? Are there any usage considerations, such as easy removal of the label?
- Productive liner – Is the liner suitable for your manufacturing processes, such as die-cutting? Does the tensile strength allow for high-speed processing?
- Storage readiness – Have the materials of the label been tested for service conditions, especially if harsh conditions are expected?
- Quality assurance – Does the supplier of the materials offer a Certificate of Conformance (CoC) or other means of demonstrating quality and performance criteria? Do all materials adhere to compliance and industry requirements?
Talk to Tapecon about your next healthcare label
We hope this guide provided some insight into what it takes to create a high-quality healthcare label. If you need additional assistance choosing the best materials for your label, or you’re interested in learning more about innovative material or printing methods, our team at Tapecon is here to help.
We have close relationships with the leading healthcare label material suppliers and can recommend solutions based on the size of your product, the material the label is being applied to, and any harsh conditions that may impact the readability or adhesion of the label. We are ISO 13485 certified and an FDA registered facility offering extensive printing capabilities to ensure that your label is produced in accordance with regulatory requirements and to ensure maximum durability. This full-service approach is one reason Tapecon was named a key player in the global medical device labeling market by Transparency Market Research.
Let’s make something great
With over 100 years of manufacturing experience, Tapecon works with product teams to solve challenges, create products, and enhance lives. Learn more about our label and decal applications.