It’s wise not to judge a book by its cover. But it’s also prudent not to ignore important safety warnings found on many products, packaging, and transportation containers.
For manufacturers, labels are often an afterthought in the design process. But when it comes to industrial labels, this component can be critical to safety, supply chain management, and compliance.
What are industrial labels?
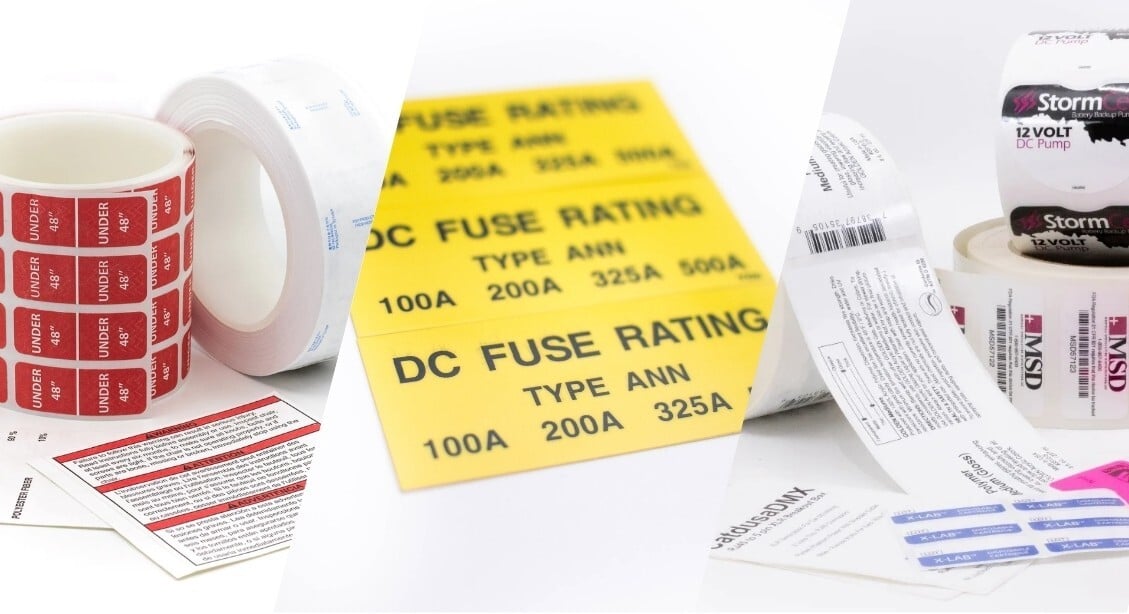
An industrial label serves a very different purpose than standard labels found on most consumer products and packaging. More than branding and aesthetics, industrial labels convey critical (sometimes lifesaving) instruction and safety warnings. Thanks to advancements in printing technology and adhesives, printed industrial labels can be a cost-effective alternative to metal plates.
Applications and functions of industrial labels
Industrial labels are used in a wide range of industries, including automotive, transportation, industrial chemicals, electronics, and durable goods. The label adheres to the product, packaging, or storage (such as a drum).
The most common use of industrial labels is identifying the product or equipment along with clearly conveying important safety information. More specifically, these warnings may list dangers and compatibility, safety instructions, compliance details, and more. A secondary – and increasingly popular – use of industrial labels is to enhance supply chain management.
Importance of durability and ruggedness
When creating an industrial label, the main requirement is long-term legibility – especially for products exposed to harsh conditions. In other words, an industrial label must be durable and able to withstand fading, wrinkling, tearing, or other significant changes that could impair readability, which could increase the risk for those handling or using the product.
Depending on the application, this means ensuring the label is resistant against a variety of factors and elements, including:
- Abrasion
- Water and humidity
- Chemicals
- Extreme temperatures
- Sunlight and UV rays
- Cleaning agents (commonly alcohol-based)
- Fuels and oils
Two trends in industrial labels
While industrial labels have been used for decades, the demand has increased in recent years and shows no sign of slowing down. According to Research and Market, the industrial label market is projected to reach $69.1B by 2027. There are two main factors driving the growth in industrial labels – both of which present opportunities for manufacturers.
The first trend is the advancement of smart labels that improve track-and-trace efforts and provide a layer of protection against fraud and tampering. Smart labels can feature radio-frequency identification (RFID), QR codes, barcodes, and other tracking solutions.
The second trend is the incorporation of sustainable materials into industrial labels. With customers and manufacturers looking for more eco-friendly solutions, vinyl is increasingly being replaced by PET, polyolefins, or post-consumer recycled (PCR) materials.
Manufacturing considerations
As you can imagine, creating a quality industrial label poses more challenges than a traditional decorative label.
- Surface – The surface type and conditions can impact adhesion, and therefore materials selection. Common factors to consider include the smoothness of the surface, powder-coated finishes, and any potential contaminants such as dirt.
- Label lifespan and removal – In some cases, the label is intended to be permanently affixed to the product or packaging. However, in other scenarios, the label will need to be easily removed in one piece without leaving residue. The intended usage will influence adhesive selection.
- Design and function – Material and process selection will vary based on the shape, size, color, and type of information to be included on your industrial label, as well as any functional aspects such as barcodes or variable data printing.
Based on these and other factors, an experienced manufacturing partner can recommend the ideal material, printing technology, and ink.
Partnering with Tapecon
At Tapecon, we have experience designing and producing industrial labels for a wide range of segments. One main advantage of partnering with us is our materials expertise, which enables us to provide insightful recommendations based on your application and unique specifications. We also offer a full suite of converting and printing services to create a high-quality, long-lasting industrial label for your product.
Let’s make something great
With over 100 years of manufacturing experience, Tapecon works with product teams to solve challenges, create products, and enhance lives. Learn more about our labels and decals applications.